


SMT yapıştırıcısı, SMT yapıştırıcısı, SMT kırmızı yapıştırıcısı olarak da bilinir, genellikle sertleştirici, pigment, çözücü ve diğer yapıştırıcılarla eşit şekilde dağıtılmış kırmızı (sarı veya beyaz) bir macundur ve çoğunlukla bileşenleri baskı tahtasına sabitlemek için kullanılır ve genellikle dağıtma veya çelik serigrafi yöntemleriyle dağıtılır. Bileşenleri yapıştırdıktan sonra, ısıtma ve sertleştirme için fırına veya reflow fırınına yerleştirin. Lehim macunundan farkı, ısıyla kürlenmesi, donma noktası sıcaklığının 150°C olması ve tekrar ısıtıldıktan sonra çözünmemesi, yani yamanın ısıyla sertleşme sürecinin geri döndürülemez olmasıdır. SMT yapıştırıcısının kullanım etkisi, termal kürleme koşullarına, bağlanan nesneye, kullanılan ekipmana ve çalışma ortamına bağlı olarak değişecektir. Yapıştırıcı, baskılı devre kartı montajının (PCBA, PCA) sürecine göre seçilmelidir.
SMT yama yapıştırıcısının özellikleri, uygulaması ve geleceği
SMT kırmızı tutkal bir tür polimer bileşiğidir ve ana bileşenleri temel malzeme (yani ana yüksek moleküler malzeme), dolgu maddesi, kürleme maddesi, diğer katkı maddeleri vb.'dir. SMT kırmızı tutkalın viskozite, akışkanlık, sıcaklık, ıslanma özellikleri vb. özellikleri vardır. Kırmızı tutkalın bu özelliklerine göre, üretimde kırmızı tutkal kullanımının amacı, parçaların PCB yüzeyine sıkıca yapışmasını sağlayarak düşmesini önlemektir. Bu nedenle, yama yapıştırıcısı, temel olmayan proses ürünlerinin saf bir tüketimidir ve artık PCA tasarımı ve prosesinin sürekli iyileştirilmesiyle, delikten akış ve çift taraflı akış kaynağı gerçekleştirilir hale gelmiştir ve yama yapıştırıcısı kullanan PCA montaj prosesi giderek daha az tercih edilir hale gelmektedir.
SMT yapıştırıcısının kullanım amacı
① Dalga lehimleme işlemi sırasında bileşenlerin düşmesini önleyin. Dalga lehimleme yöntemi kullanıldığında, bileşenler baskılı devre kartı lehim oluğundan geçtiğinde bileşenlerin düşmesini önlemek için baskılı devre kartına sabitlenir.
② Reflow kaynak işleminde (çift taraflı reflow kaynak işlemi) bileşenlerin diğer tarafının düşmesini önleyin. Çift taraflı reflow kaynak işleminde, lehimin ısıyla erimesi nedeniyle lehimlenen taraftaki büyük parçaların düşmesini önlemek için SMT yama yapıştırıcısı yapılmalıdır.
③ Bileşenlerin yer değiştirmesini ve durmasını önler (reflow kaynak işlemi, ön kaplama işlemi). Montaj sırasında yer değiştirmeyi ve yükselmeyi önlemek için reflow kaynak işlemlerinde ve ön kaplama işlemlerinde kullanılır.
④ Markalama (dalga lehimleme, reflow kaynak, ön kaplama). Ayrıca, baskılı devre kartları ve bileşenler partiler halinde değiştirildiğinde, markalama için yama yapıştırıcısı kullanılır.
SMT yapıştırıcıları kullanım şekline göre sınıflandırılır
a) Kazıma tipi: Boyutlandırma, çelik hasırın baskı ve kazıma yöntemiyle gerçekleştirilir. Bu yöntem en yaygın kullanılan yöntemdir ve doğrudan lehim pastası presinde kullanılabilir. Çelik hasır delikleri, parça türüne, alt tabakanın performansına, kalınlığına ve deliklerin boyut ve şekline göre belirlenmelidir. Avantajları yüksek hız, yüksek verimlilik ve düşük maliyettir.
b) Dağıtım tipi: Tutkal, baskılı devre kartına dağıtım ekipmanı ile uygulanır. Özel dağıtım ekipmanı gerektirir ve maliyeti yüksektir. Dağıtım ekipmanı, basınçlı havanın kullanımıyla kırmızı tutkalın özel dağıtım kafası aracılığıyla alt tabakaya uygulanmasını içerir. Tutkal noktasının boyutu, miktarı, zaman, basınç borusu çapı ve diğer parametreler kontrol edilebilir. Dağıtım makinesi esnek bir işleve sahiptir. Farklı parçalar için farklı dağıtım kafaları kullanabilir, parametreleri değiştirebilir, ayrıca istenen etkiyi elde etmek için tutkal noktasının şeklini ve miktarını da değiştirebilirsiniz. Avantajları kullanışlı, esnek ve stabildir. Dezavantajı ise tel çekme ve kabarcık oluşumunun kolay olmasıdır. Bu eksiklikleri en aza indirmek için çalışma parametrelerini, hızı, süreyi, hava basıncını ve sıcaklığı ayarlayabiliriz.
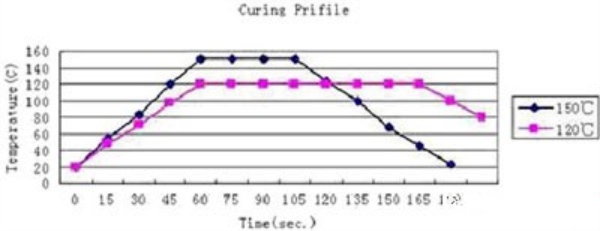
SMT yama yapıştırıcısının tipik kürlenme koşulları
| Kürleme sıcaklığı | Kürlenme süresi |
| 100℃ | 5 dakika |
| 120℃ | 150 saniye |
| 150℃ | 60 saniye |
Not:
1, kürleme sıcaklığı ne kadar yüksek ve kürleme süresi ne kadar uzun olursa, bağlanma mukavemeti o kadar güçlü olur.
2, Yama yapıştırıcısının sıcaklığı alt tabaka parçalarının büyüklüğüne ve montaj pozisyonuna göre değişeceğinden, en uygun sertleştirme koşullarını bulmanızı öneririz.
SMT yamalarının depolanması
Oda sıcaklığında 7 gün, 5°C'nin altında 6 aydan fazla, 5~25°C'de ise 30 günden fazla saklanabilir.
SMT yapıştırıcı yönetimi
SMT patch kırmızı tutkalı kendi viskozitesi, akışkanlığı, ıslanma özelliği ve diğer özellikleri ile sıcaklıktan etkilendiği için SMT patch kırmızı tutkalının belirli kullanım koşullarına ve standartlaştırılmış yönetime sahip olması gerekmektedir.
1) Kırmızı tutkalın besleme numarasına, tarihine, türüne ve numarasına göre belirli bir akış numarası olmalıdır.
2) Kırmızı tutkalın sıcaklık değişimlerinden dolayı özelliklerinin etkilenmemesi için 2 ~ 8 °C'de buzdolabında saklanması gerekir.
3) Kırmızı tutkalın, ilk giren ilk çıkar kullanım sırasına göre 4 saat oda sıcaklığında ısıtılması gerekmektedir.
4) Dağıtım işlemi için hortumun kırmızı tutkalı çözülmeli, kullanılmayan kırmızı tutkal saklanmak üzere tekrar buzdolabına konulmalı, eski tutkal ile yeni tutkal karıştırılmamalıdır.
5) İade sıcaklık kayıt formunu, iade sıcaklık ölçüm kişisini ve iade sıcaklık saatini doğru bir şekilde doldurmak için, kullanıcının kullanmadan önce iade sıcaklık ölçümünün tamamlandığını onaylaması gerekir. Genellikle kırmızı tutkalın son kullanma tarihi geçmiş olması durumunda kullanılamaz.
SMT yama yapıştırıcısının işlem özellikleri
Bağlantı mukavemeti: SMT yapıştırıcısı güçlü bir bağlantı mukavemetine sahip olmalı, sertleştikten sonra lehimin erime sıcaklığında bile soyulmamalıdır.
Nokta kaplama: Günümüzde baskılı devre kartlarının dağıtım yöntemi çoğunlukla nokta kaplama olduğundan, tutkalın aşağıdaki özelliklere sahip olması gerekmektedir:
① Çeşitli montaj süreçlerine uyum sağlar
Her bileşenin tedarikini ayarlamak kolaydır
③ Bileşen çeşitlerini değiştirmek için uyarlaması kolaydır
④ Kararlı nokta kaplama miktarı
Yüksek hızlı makineye uyum: Günümüzde kullanılan yama yapıştırıcısı, nokta kaplama ve yüksek hızlı yama makinesinin yüksek hızına, özellikle de tel çekme olmadan yüksek hızlı nokta kaplamaya ve yüksek hızlı montaj, baskılı devre kartı iletim sürecinde yapıştırıcının bileşenlerin hareket etmemesini sağlaması gerekmektedir.
Tel çekme, çökme: Yama tutkalı ped'e yapıştığında, bileşenler baskılı devre kartıyla elektrik bağlantısı sağlayamaz, bu nedenle kaplama sırasında yama tutkalı tel çekmemeli, kaplamadan sonra çökmemelidir, böylece pedi kirletmez.
Düşük Sıcaklıkta Kürleme: Dalga sırtı kaynağı ile kaynaklanan ısıya dayanıklı fişli parçaların kürlenmesi sırasında aynı zamanda reflow kaynak fırınından da geçmesi gerekir, bu nedenle sertleştirme koşulları düşük sıcaklık ve kısa süreyi karşılamalıdır.
Kendi kendini ayarlama: Reflow kaynak ve ön kaplama işleminde, yama tutkalı lehim erimeden önce kürlenir ve sabitlenir, böylece bileşenin lehime batması ve kendi kendini ayarlaması önlenir. Üreticiler buna yanıt olarak kendi kendini ayarlayan bir yama geliştirdiler.
SMT yapıştırıcılarında sık karşılaşılan sorunlar, kusurlar ve analizler
alt itme
0603 kondansatörünün itme gücü gereksinimi 1.0KG, direnci 1.5KG, 0805 kondansatörünün itme gücü 1.5KG, direnci 2.0KG olup, yukarıdaki itme gücüne ulaşamamaktadır, bu da gücün yeterli olmadığını göstermektedir.
Genellikle aşağıdaki nedenlerden kaynaklanır:
1, tutkal miktarı yetersiz.
2, kolloid %100 iyileşmemiştir.
3, PCB kartı veya bileşenleri kirlenmiştir.
4, kolloidin kendisi kırılgandır, mukavemeti yoktur.
Tiksotropik instabilite
30 ml'lik bir şırınga yapıştırıcısının tükenmesi için on binlerce kez hava basıncıyla vurulması gerekir, bu nedenle yama yapıştırıcısının kendisinin mükemmel tiksotropiye sahip olması gerekir, aksi takdirde yapıştırıcı noktasının dengesizliğine, çok az yapıştırıcıya neden olur, bu da yetersiz mukavemete yol açar ve bileşenlerin dalga lehimleme sırasında düşmesine neden olur, aksine, yapıştırıcı miktarı çok fazladır, özellikle küçük bileşenler için, ped'e yapışması kolaydır ve elektrik bağlantılarını engeller.
Yetersiz yapıştırıcı veya sızıntı noktası
Sebepler ve Karşı Tedbirler:
1, Baskı tahtası düzenli olarak temizlenmiyorsa, 8 saatte bir etanol ile temizlenmelidir.
2, kolloidde safsızlıklar var.
3, ağ levhasının açıklığı mantıksız derecede çok küçük veya dağıtım basıncı çok küçük, yetersiz tutkal tasarımı.
4, kolloidde kabarcıklar var.
5. Dağıtım başlığı tıkalıysa, dağıtım memesi hemen temizlenmelidir.
6, dağıtım kafasının ön ısıtma sıcaklığı yeterli değilse, dağıtım kafasının sıcaklığı 38℃'ye ayarlanmalıdır.
tel çekme
Tel çekme olarak adlandırılan durum, yama tutkalının dağıtım sırasında kırılmaması ve dağıtım başlığı yönünde filamentli bir şekilde bağlanmasıdır. Daha fazla tel olması ve yama tutkalının basılı ped üzerinde kalması, kaynak kalitesinin düşmesine neden olur. Özellikle boyut daha büyük olduğunda, bu durumun nokta kaplama ağzında meydana gelme olasılığı daha yüksektir. Yama tutkalının çekilmesi, esas olarak ana bileşen reçinesinin çekme özelliğinden ve nokta kaplama koşullarının ayarlanmasından etkilenir.
1, dağıtım strokunu artırın, hareket hızını azaltın, ancak bu üretim ritminizi düşürecektir.
2, malzemenin viskozitesi ne kadar düşükse, tiksotropisi o kadar yüksekse, çekme eğilimi o kadar azdır, bu nedenle böyle bir yama yapıştırıcısı seçmeye çalışın.
3, termostatın sıcaklığı biraz daha yüksekse, düşük viskoziteye, yüksek tiksotropik yama yapıştırıcısına ayarlanmaya zorlanır, ardından yama yapıştırıcısının depolama süresi ve dağıtım kafasının basıncı da dikkate alınır.
mağaracılık
Yama akışkanlığı çökmeye neden olur. Çökmenin yaygın sorunu, nokta kaplamasından çok uzun süre sonra yerleştirmenin çökmeye neden olmasıdır. Yama tutkalı baskılı devre kartının pedine kadar uzatılırsa, kötü kaynaklamaya neden olur. Ve nispeten yüksek pinlere sahip bileşenler için yama yapıştırıcısının çökmesi, bileşenin ana gövdesine temas etmez, bu da yetersiz yapışmaya neden olur, bu nedenle çökmesi kolay olan yama yapıştırıcısının çökme oranını tahmin etmek zordur, bu nedenle nokta kaplama miktarının başlangıçta ayarlanması da zordur. Bu nedenle, çökmesi kolay olmayanları, yani çalkalama çözeltisinde nispeten yüksek olan yamaları seçmeliyiz. Nokta kaplamasından çok uzun süre sonra yerleştirmenin neden olduğu çökme için, yama tutkalını tamamlamak için nokta kaplamasından kısa bir süre sonra kullanabilir ve önlemek için kürleyebiliriz.
Bileşen ofseti
Komponent ofseti, yüksek hızlı SMT makinelerinde kolaylıkla ortaya çıkabilen istenmeyen bir olgudur ve başlıca nedenleri şunlardır:
1, Baskılı devre kartının XY yönünde yüksek hızlı hareketi ofsetten kaynaklanır, küçük bileşenlerin yama yapıştırıcı kaplama alanı bu olguya eğilimlidir, bunun nedeni yapışmanın neden olmamasıdır.
2, bileşenlerin altındaki tutkal miktarı tutarsızdır (örneğin: IC'nin altındaki iki tutkal noktası, bir tutkal noktası büyük, bir tutkal noktası küçüktür), tutkalın mukavemeti ısıtıldığında ve kürlendiğinde dengesizdir ve daha az tutkal olan uç kolayca ofsetlenir.
Dalga lehimleme ile parçaların çıkarılması
Sebepleri karmaşıktır:
1. Yamanın yapışma gücü yeterli değildir.
2. Dalga lehimlemeden önce darbeye maruz kalmış.
3. Bazı bileşenlerde daha fazla kalıntı var.
4, kolloid yüksek sıcaklık darbesine dayanıklı değildir
Yama yapıştırıcı karışımı
Yama yapıştırıcısının farklı üreticilerinin kimyasal bileşiminde büyük farklılıklar vardır, karışık kullanımda çok fazla kötü sonuç elde etmek kolaydır: 1, sertleşme zorluğu; 2, yapıştırıcı rölesi yeterli değildir; 3, aşırı dalga lehimleme ciddi sorunlara yol açar.
Çözüm: Ağ tahtasını, kazıyıcıyı, dağıtıcıyı ve karışması kolay diğer parçaları iyice temizleyin ve farklı markalardaki yama yapıştırıcılarını birbirine karıştırmaktan kaçının.
Gönderi zamanı: 05 Temmuz 2023





